





重庆桥梁用自动制管机产地货源支持定制
重庆桥梁用自动制管机产地货源支持定制金属波纹管应用范围:
1、公路和铁路:涵洞、通道、小桥、、涵隧大修、临时便道、渗水井。
2、市政和建筑:共同沟、光电缆保护、排水沟。
3、煤矿:矿产输送管道、人员及采机械通道、竖井。
联系电话:186 3910 9420
预应力波纹管制管机成型机参数 主电机功率:7.5kw,转速:1430r/min 切割电机功率:0.75kw,转速:1380r/min 钢带宽度:36mm 钢带厚度:0.2-0.35mm 卷管直径范围:35-135mm 生产速度:普通电机:4m/min, 无级变速:8-12m/min 重量:576kg 尺寸:1100x800x1360mm
查看产品信息及其配套产品:www.znzg1998.com

重庆桥梁用自动制管机产地货源支持定制主要技术参数:
预应力波纹管制管机成型机参数
主电机功率:7.5kw,转速:1430r/min
切割电机功率:0.75kw,转速:1380r/min
钢带宽度:36mm
钢带厚度:0.2-0.35mm
卷管直径范围:35-135mm
生产速度:普通电机:4m/min, 无级变速:8-12m/min
重量:576kg
尺寸:1100x800x1360mm
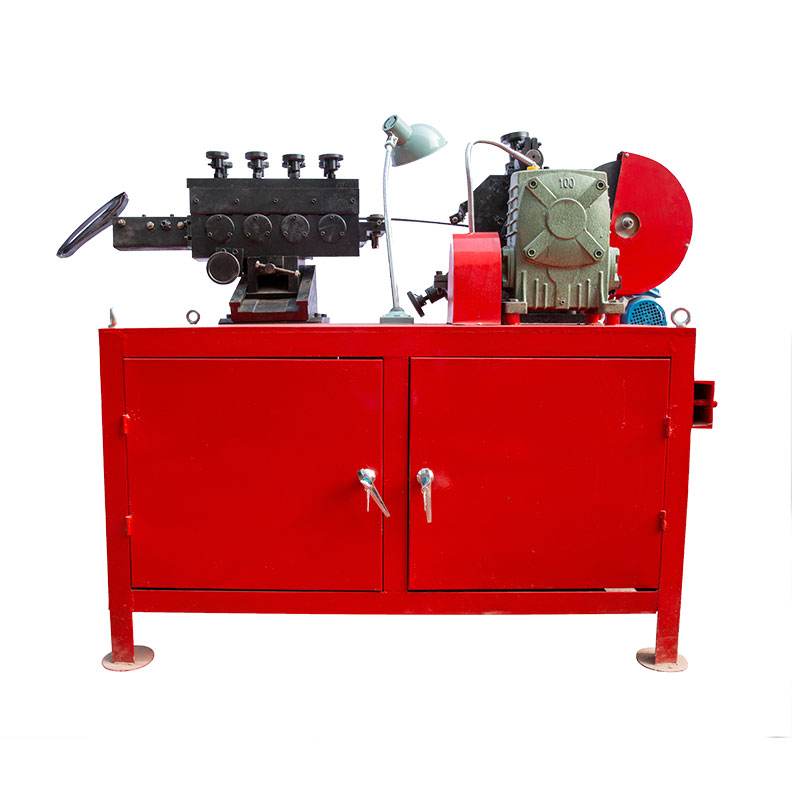
重庆桥梁用自动制管机产地货源支持定制波纹管制管机成型机简介:
制管机是生产预应力混凝土预留孔道金属波纹管的设备,采用镀锌或冷轧钢带(黑带)卷制成双波形经咬边扣压而成波纹管,本机体积小、效率高、操作简单,适于工地或工厂集中使用。
预应力波纹管制管机成型机是生产预应力混凝土预留孔道金属波纹管的设备,采用镀锌或冷轧钢带(黑带)卷制成双波形经咬边扣压而成波纹管;本机体积小、效率高、操作维护简单,适于工地或工厂集中使用。

重庆桥梁用自动制管机产地货源支持定制
预应力波纹管制管机成型机使用说明:
1、成形轧辊压出钢带左侧向上折边顺直切入螺旋套舌口根部,与螺旋形成同一角度。
2、螺旋套的位置:舌口应在模头圆弧**高点;当模头旋转时与模头之间无严重摩擦。
3、缠绕钢带时,初学者**是用手盘皮带轮进行缴钢带咬扣。
4、翻边轮放置:轮尖接触模头的位置应距螺旋套舌口**2mm,调整时请勿太用力,以免轮尖挤压钢带压裂。
5、 压边轮紧贴钢带,使钢带上、下折边沿着翻边轮与压边轮之间滑走扣紧,调整压边轮也勿需太大力,以免易压裂或压蹦翻边轮。
6、 压花轮与直齿轮:应根据折扣边的角度,放置轮走向与边的角度应基本一致;调整时以压紧、有明显压痕即可。
7、 压紧轮:根据扣好压边的边沿,角度稍微向右摆,力度以手力扭紧,出管时再根据情况调节。
8、 调节翻边轮、压边轮伸缩叉及压花轮、压紧轮推进筒的力度尽可能不使用扳手来旋扭,以免造成受力过大或不均时顶主轴变形。
贵州桥梁用全自动制管机生产厂家加重加大 本机出厂时成形轧辊经过技术人员调试好;调整时请勿把弹簧顶杆压太紧, 造成螺距太小, 并造成压力过大,使电机负荷过重影响效率,长时运作还易烧电机 波纹管制管机加工100mm圆管,90mm圆管等波纹管,波纹管是桥梁预应力工程中的管道用具,波纹管制管机加工和制作各种各样的金属波纹管,塑料波纹管。 ZG-135型制管机是生产预应力混凝土预留孔道金属波纹管的设备,采用镀锌或冷轧钢带(黑带)卷制成双波形经咬边扣压而成波纹管,本机体积小、效率高、操作维护简单,适于工地或工厂集中使用。 又叫:预应力制管机,金属波纹管制管机,预应力波纹管制管机,桥梁波纹管制管机,螺旋管制管机,镀锌钢带卷波纹管设备,波纹管成型机
预应力波纹管制管机成型机使用说明: 1、成形轧辊压出钢带左侧向上折边顺直切入螺旋套舌口根部,与螺旋形成同一角度。 2、螺旋套的位置:舌口应在模头圆弧**高点;当模头旋转时与模头之间无严重摩擦。 3、缠绕钢带时,初学者**是用手盘皮带轮进行缴钢带咬扣。 4、翻边轮放置:轮尖接触模头的位置应距螺旋套舌口**2mm,调整时请勿太用力,以免轮尖挤压钢带压裂。 5、 压边轮紧贴钢带,使钢带上、下折边沿着翻边轮与压边轮之间滑走扣紧,调整压边轮也勿需太大力,以免易压裂或压蹦翻边轮。 6、 压花轮与直齿轮:应根据折扣边的角度,放置轮走向与边的角度应基本一致;调整时以压紧、有明显压痕即可。 7、 压紧轮:根据扣好压边的边沿,角度稍微向右摆,力度以手力扭紧,出管时再根据情况调节。 8、 调节翻边轮、压边轮伸缩叉及压花轮、压紧轮推进筒的力度尽可能不使用扳手来旋扭,以免造成受力过大或不均时顶主轴变形。